자유게시판
새로운 보조기기나 개조/제작 방법 및 기술, 뉴스 등을 전반적인 정보를 자유롭게 공유하는 게시판입니다.
※ 플랫폼의 성격에 어긋나거나 문제가 있는 게시물은 삭제될 수 있습니다.

|
인두기 납땜 기초 가이드
2025.10.22
|
경기도재활공학센터
|
2,415
|
||
|---|---|---|
| 인두기 납땜 기초 가이드 | ||
| 첨부파일 | ||
납땜이란 단순히 부품을 붙이는 것이 아닙니다.
전자기기 제작이나 수리의 첫걸음은 언제나 ‘안전’입니다. 다음의 여섯 가지는 납땜 작업 전 반드시 점검해야 할 기본 체크리스트입니다.  ✅ 보호안경 착용하기 ✅ 환기가 잘되는 공간에서 작업하기 ✅ 가연성 물질 근처에서 납땜하지 않기 ✅ 전원이 연결된 회로에서 작업하지 않기 ✅ 애완동물, 어린이와 납을 멀리 두기 ✅ 작업 후 손 깨끗이 씻기
2. 사용하는 납의 특징 파악하기 전자납땜을 할 때 가장 먼저 고려해야 할 요소 중 하나는 어떤 납을 사용할 것인가입니다. 사용되는 납의 종류에 따라 녹는점, 작업 난이도, 부품·기판에 미치는 영향 등이 크게 달라지기 때문입니다. 이번 글에서는 유연납(Leaded Solder)과 무연납(Lead-Free Solder) 두 가지 대표 납의 특징을 비교하고, 인두기 온도 설정 팁도 함께 정리해드리겠습니다. 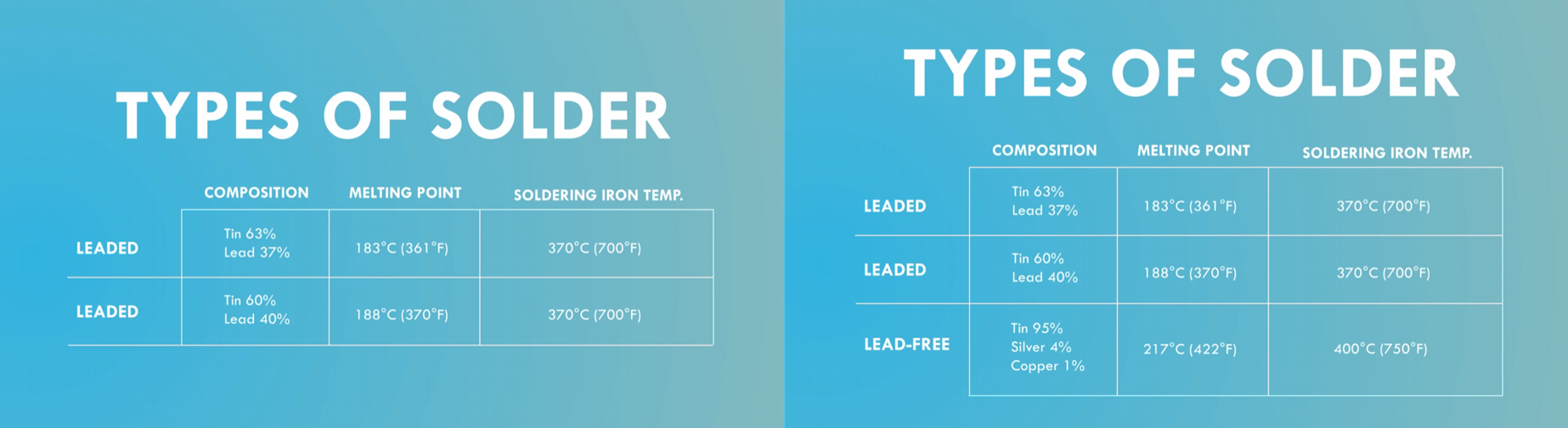 2-1. 유연납(Leaded Solder) - 주성분은 주석(Tin, Sn)과 납(Lead, Pb)의 합금이며, 대표적인 조성은 주석 63% / 납 37%(혹은 주석 60% / 납 40%)입니다. - 녹는점이 약 183 °C 수준으로 비교적 낮습니다. - 낮은 온도에서 녹기 때문에 열에 민감한 부품이나 기판 손상 위험이 적고, 작업하기 수월한 편입니다. - 흐름(웻팅) 성능이 우수하고, 필렛(fillet) 형성이 잘 되는 경향이 있어 ‘초보자용’으로도 자주 사용됩니다. ✅ 유의사항 - 납(Pb)을 포함하고 있어 환경·안전 규제(RoHS 등)의 대상이 될 수 있습니다. - 납이 포함된 만큼 헬스 리스크를 고려해야 하고, 작업 후 손 씻기·환기 등의 안전 수칙이 중요합니다. 🔧 인두기 온도 설정 팁 - 유연납을 사용할 경우, 낮은 녹는점 덕분에 인두기를 약 300 ~ 350 °C 정도로 설정해도 무리 없는 경우가 많습니다. 작업환경(팁 상태·기판 열용량)에 따라 조정하면 됩니다.
2-2. 무연납(Lead-Free Solder) - 납(Pb)이 포함되어 있지 않은 합금으로, 주로 주석(Tin, Sn)을 베이스로 은(Silver, Ag), 구리(Copper, Cu), 아연(Zn) 등을 혼합한 형태가 많습니다. 예컨대 Sn–Ag–Cu(SAC)계열이 대표적입니다. - 녹는점이 유연납보다 20 ~ 45 °C 이상 높거나, 특정 합금에 따라서는 약 217 ~ 227 °C 수준입니다. - 환경친화성 면에서 장점이 있어 최근 여러 전자제품이나 산업현장에서 채택율이 높아지는 추세입니다. ✅ 유의사항 - 흐름(wetting) 성능이 유연납보다 떨어질 수 있어 접합이 덜 깔끔하거나 오류 가능성이 높습니다. 🔧 인두기 온도 설정 팁 - 단, 실제 기판이나 부품의 열용량·구조·인두 팁 상태 등을 고려해 온도 및 가열 시간을 적절히 조정해야 합니다.
2-3. 어떤 납을 선택해야하나요? - 초보자이거나 작은 취미 제작/수리 작업이라면 유연납이 익히기 쉬워 추천됩니다. - 단, 납 연기를 직접적으로 들이마실 경우 인체에 해로울 수 있으므로, 반드시 환기 시스템을 갖춘 상태로 사용해야합니다. - 기판이 매우 얇거나 부품이 열민감하다면 낮은 온도에서 작업 가능한 유연납이 유리할 수 있고, 반대로 내구성·열사이클 반복·환경요건이 중요한 경우라면 무연납이 더 적합할 수 있습니다. - 납 종류 결정 후에는 위에서 언급한 인두기 온도 및 팁 조건을 반드시 납의 녹는점 및 작업환경에 맞춰 조정해야 좋은 결과가 나옵니다.
3. 납땜은 어떻게 하고, 잘 된 납땜은 어떤 모습인가요? 전자기기 보드 위에 부품을 단단히 고정하고, 제대로 된 납땜을 하는 방법과 함께 좋은 접합 상태 vs 나쁜 접합 상태를 비교해보겠습니다. 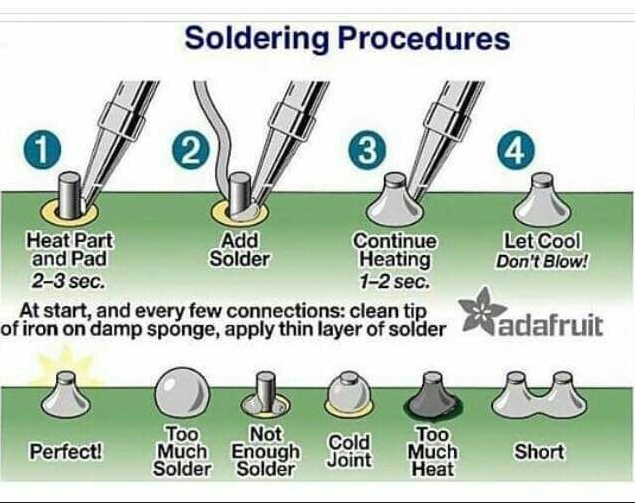 🔧 납땜의 기본 절차 1) 부품과 패드를 가열 : 인두팁으로 부품 리드(핀)와 패드(납땜면)를 동시에 약 2~3초간 가열합니다. 2) 납 흘리기 : 가열이 충분해졌다면 납을 부품 리드와 패드 사이로 흘려 넣습니다. 3) 가열 계속하기 : 납이 흐르기 시작하면 1~2초 더 가열하여 납이 패드 전체와 리드에 잘 퍼지도록 합니다. 4) 식히기 (불필요하게 불지 말기) : 납이 안정적으로 퍼지고 난 뒤에는 인두기를 떼고 자연스럽게 식혀야 합니다. 입으로 불어 식히면 납이 갈라지는 등 접합에 문제가 생길 수 있습니다.
✅ 잘 된 접합의 특징 - 납이 부품 리드와 패드 경계까지 매끄럽게 퍼져 있고, 부품이 흔들리지 않음. - 표면이 광택이 나고 매끈한 필렛(fillet) 형태이며, 부품 리드가 패드 위에서 접착력이 좋음. - 납의 양이 과하거나 부족하지 않고 적절한 양이 흐른 상태. - 주변 핀이나 패드에 납이 흘러가서 브리지(Short)나 냉접합(Cold Joint)이 없음.
❌ 흔히 발생하는 문제 및 형태 - Too Much Solder (납 과다): 납이 볼록하게 불룩하거나 인접 핀까지 넘치는 상태. 쇼트 위험 증가. - Not Enough Solder (납 부족): 리드와 패드가 충분히 접촉되지 않아 납이 부분적으로만 퍼져, 접촉 불량 가능성 높음. - Cold Joint (냉접합): 부품 리드나 패드가 충분히 가열되지 않아 납이 제대로 흐르지 않고 탁하거나 거친 표면으로 고정된 상태. 전기적 신뢰성 낮음. - Too Much Heat (과열): 너무 오래 가열해서 패드가 들뜨거나 부품 손상 가능성이 있는 상태. - Short (쇼트/브리지): 인접 핀 사이에 납이 흘러들어가서 서로 연결되어선 안 되는 부분이 연결된 상태.
이번 글에서는 납땜의 기본 원리와 주의사항을 함께 살펴봤습니다.
출처: Youtube, HackMakeMod 채널 (https://youtu.be/3jAw41LRBxU) 네이버 블로그, 전기전자 (https://m.blog.naver.com/k5808151/221951593305) |
||

댓글
댓글 0개
돋보기 기능을 위해 캡처 중입니다.....