 보조기기 검색
보조기기 검색 보조기기 등록
보조기기 등록 서비스 신청
서비스 신청 제작사례
제작사례 공모전
공모전| [정보] 광중합방식(PP) 3D 프린팅 유해위험요인별 안전작업방법 | ||
|---|---|---|
| [정보] 광중합방식(PP) 3D 프린팅 유해위험요인별 안전작업방법 | ||
| 첨부 파일: | ||
1. 광중합방식(PP) 3D 프린팅
■ 광중합방식(Photo Polymerization) 3D 프린팅의 정의 및 특징 - 포토폴리머는 광활성화 수지, 광민감성 수지 또는 포토레지스터라고도 하며 모노머, 올리고머, 폴리머, 기타 개별 공정별로 특정한 첨가제로 구성된 다양한 조성으로 제조될 수 있는데 빛(자외선이나 가시광)을 조사할 때 물성의 변화가 일어나는 폴리머를 말한다. 이러한 물성의 변화가 구조적인 관점에서 단단해지는 형태로 나타나는 포토폴리머가 3D 프린팅에서 소재로 사용되고 있는 것이다. - 현재 DLP 방식에서는 열에 의한 변형이 적으며 유연성을 가지고 있는 소재나 고해상도를 유지하는 왁스 성질의 소재, 실리콘 특성을 지닌 소재, 석고 모델에 근접하는 복원 및 교정용 모델 제작용 소재 등을 사용할 수 있다. 
■ 광중합방식(Photo Polymerization) 3D 프린팅의 작동 원리 - SLA(Stereo Lithography Apparatus) : 액상의 광경화성수지를 수조(Vat)에 공급하여 레이저나 UV 등의 광원을 이용하여 한층 한층 경화시켜 조형하는 방식 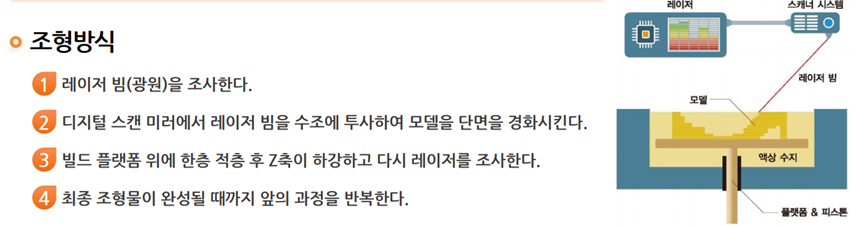 - DLP(Digital Light Processing) : 액상의 광경화성수지(주로 아크릴, ABS 계열)를 Digital Light Projection 광학기술 Mask Projection하여 모델을 조형하는 방식으로 ‘마스크 투영 이미지 경화방식’이라고도 하며 한 화면씩 비추어가며 하나의 단면층 전체 이미지를 한번에 경화시키는 방식으로 단일 적층면의 출력 속도에서 유리한 방식 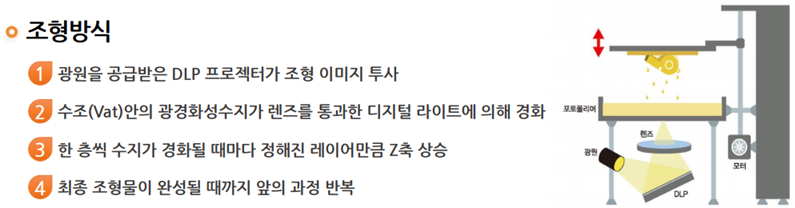 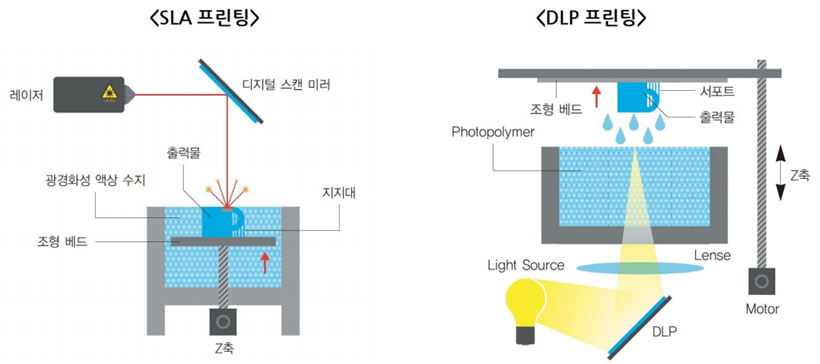
■ UV 경화성 수지의 선택 시 고려사항 - 제조사나 공급자와 충분한 상담을 통해 최적의 제품을 선택 - 휘발성유기화합물(VOC)을 함유한 제품은 피부접촉이나 호흡기 흡입을 통해 신경계에 장애를 일으키는 발암물질로 벤젠이나 포름알데히드, 톨루엔, 자일렌, 에텔렌, 스틸렌, 아세트알데히드 등을 통칭 1) 경화 후 완제품의 경도, 내후성, 접착강도 등 물리적 특성 2) 도막의 두께 3) 광개시제의 흡수 파장 영역 4) 초기 색상 및 황변성 5) 냄새 6) 안료 및 염료 사용 유무 7) 사용되는 UV Lamp의 종류와 파장 8) 독성 9) 제품 원가 등
■ 광중합방식(SLA, DLP) 3D 프린팅의 장단점 • 출력물의 정밀도가 높고 표면조도가 우수 • 색상 표현의 한계(단일 색상) 출력 후 • 필요에 따라 후처리 • 유지비용(광경화수지 단가) • 보급형 FFF장비 대비 비쌈 • 출력과정에서 지지대가 필요 • 출력 시 가스나 냄새 발생 • 출력 후 남은 소재 보관 및 처리 까다로움 • 고가의 SLA 장비의 경우 초기 소재비 과다
■ 광중합방식(SLA) 3D 프린터 출력물 예시 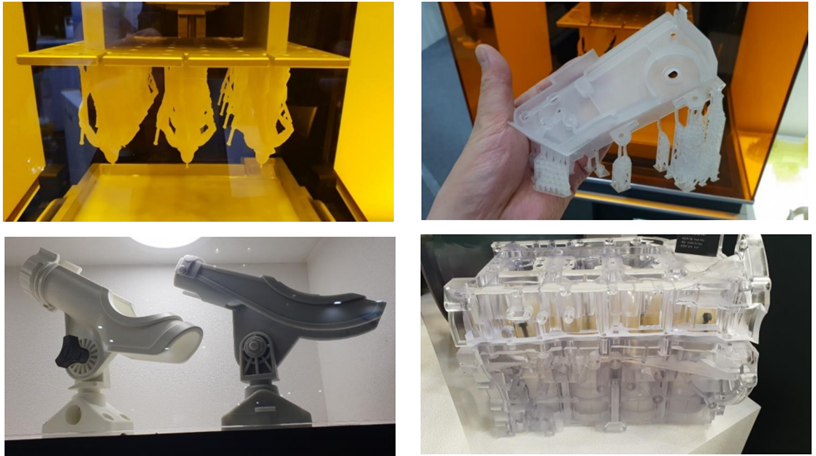 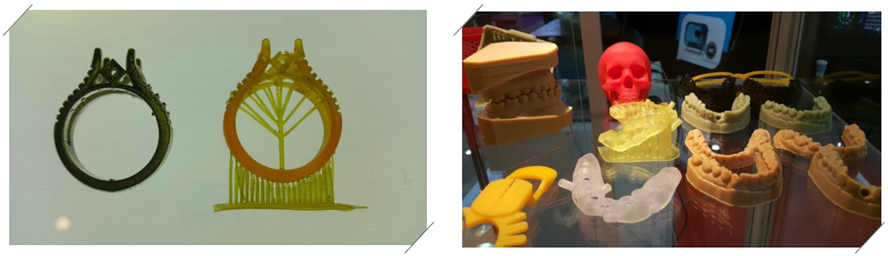
2. 광중합방식(PP) 3D 프린팅 유해위험요인별 안전작업방법
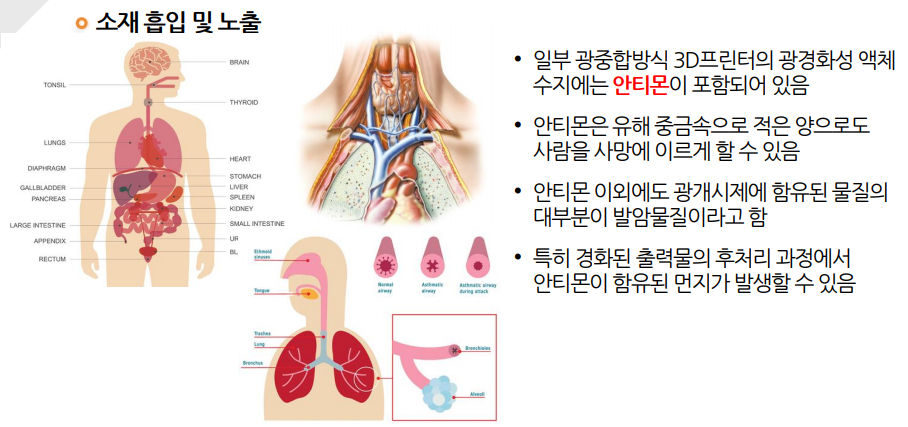
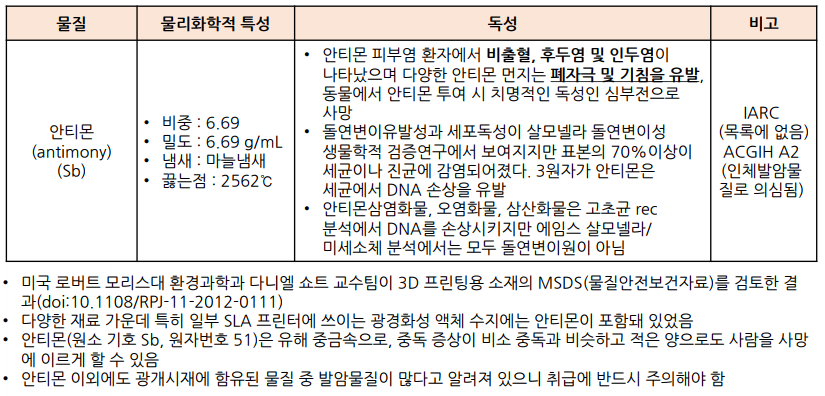
■ 소재 및 물질에 의한 유해위험 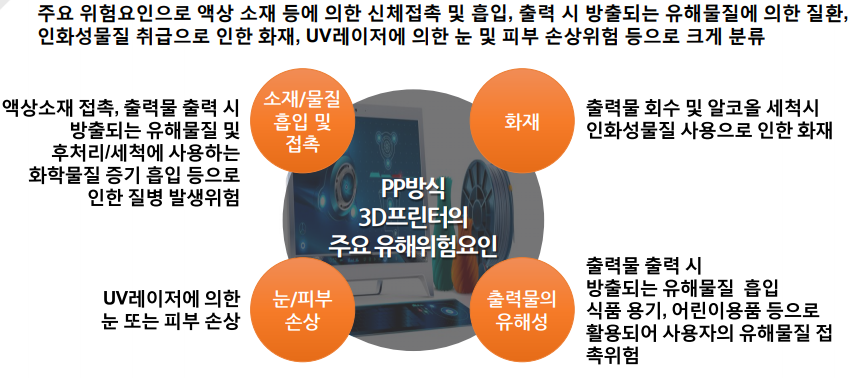
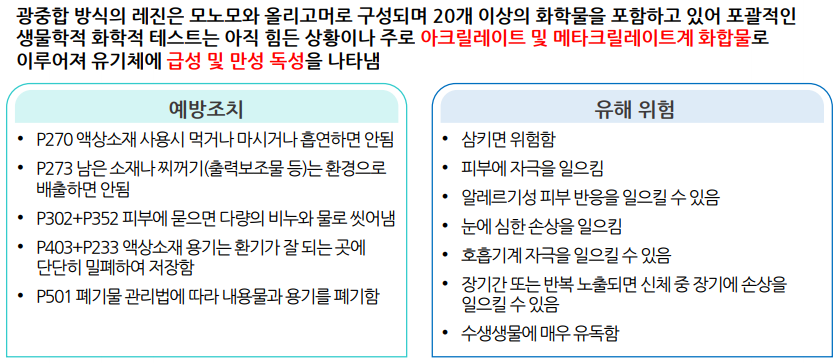
■ 일반적인 유해물질 관리방안 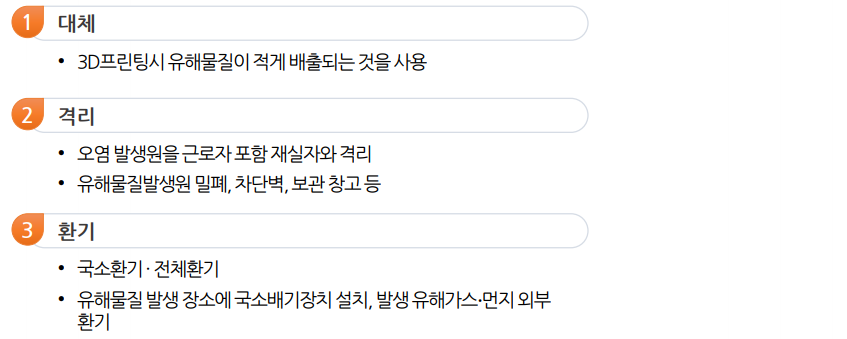 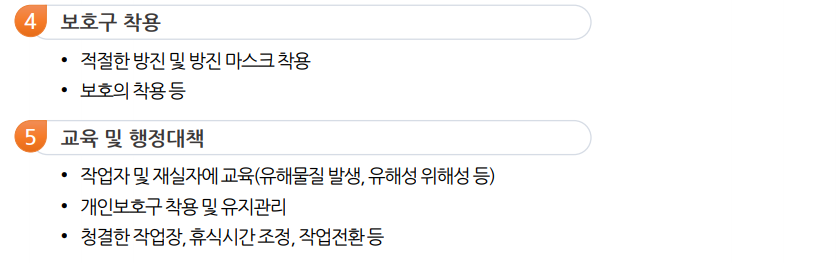 ■ 화재 위험 
■ 출력물에 의한 위험 
■ 폐기물에 의한 환경오염 
출처: #3D프린팅안전교육 #과학기술정보통신부 #http://3d.acastar.co.kr/ |
||

돋보기 기능을 위해 캡처 중입니다.....